")



MODERN PROCESS EQUIPMENT CORPORATION
We provide highly engineered precision grinders, conveyors and turnkey systems with unwavering support, allowing our customers around the world to produce best in class results.

COFFEE GRINDING EQUIPMENT
MPE is the world’s leading manufacturer of gourmet and industrial coffee grinding equipment and offers complete solutions for coffee production facilities.

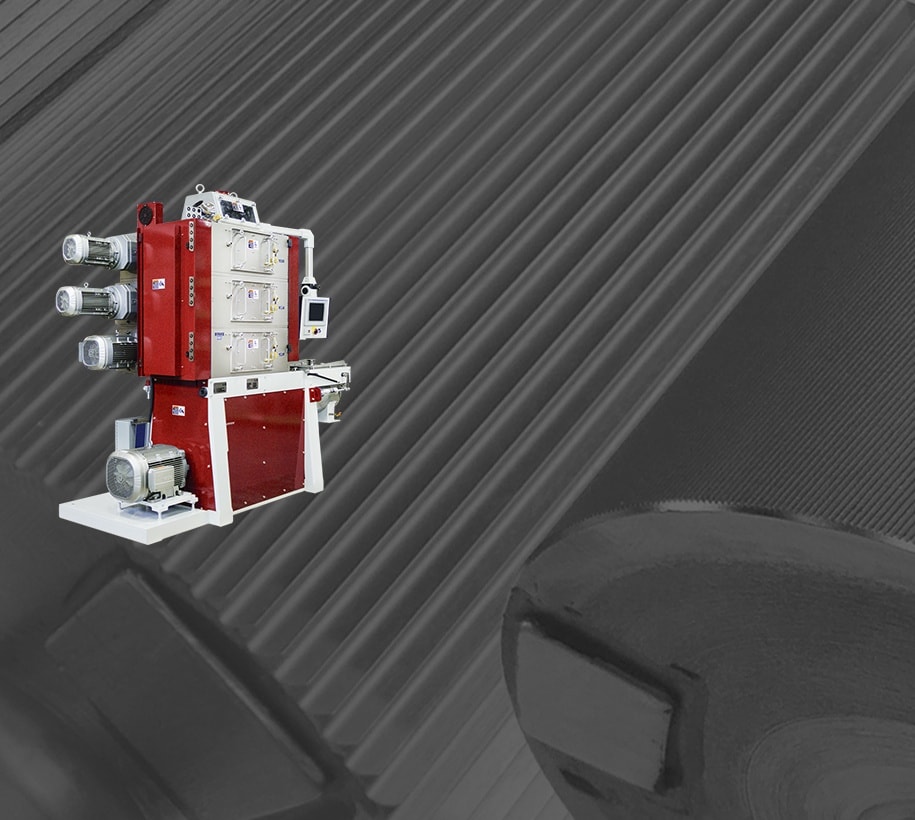
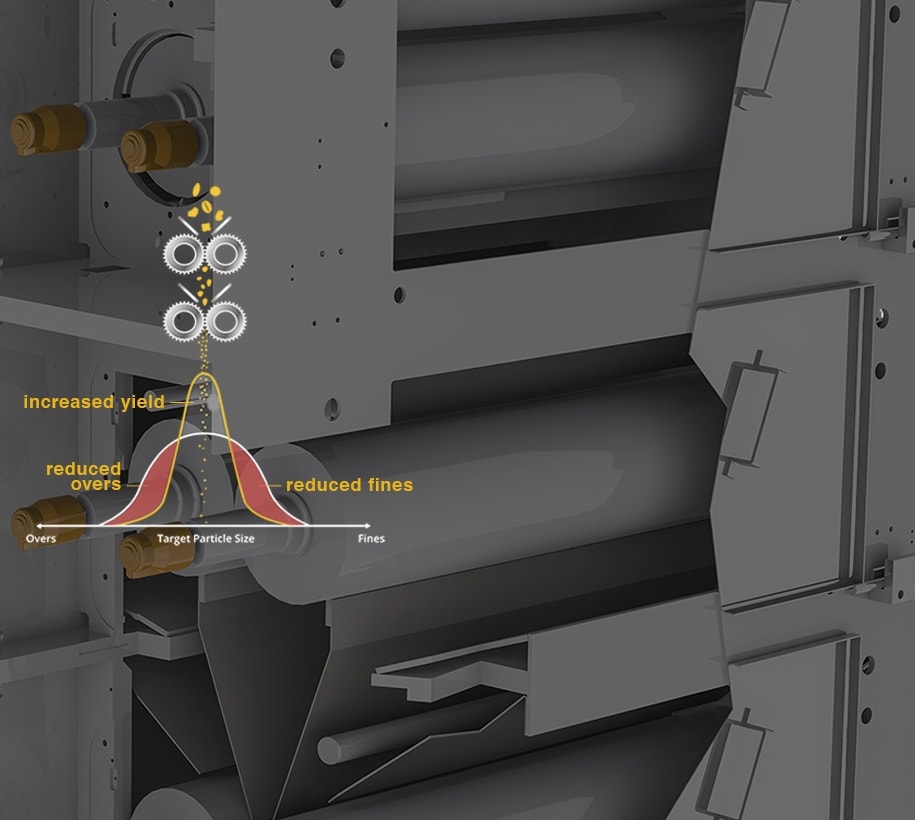
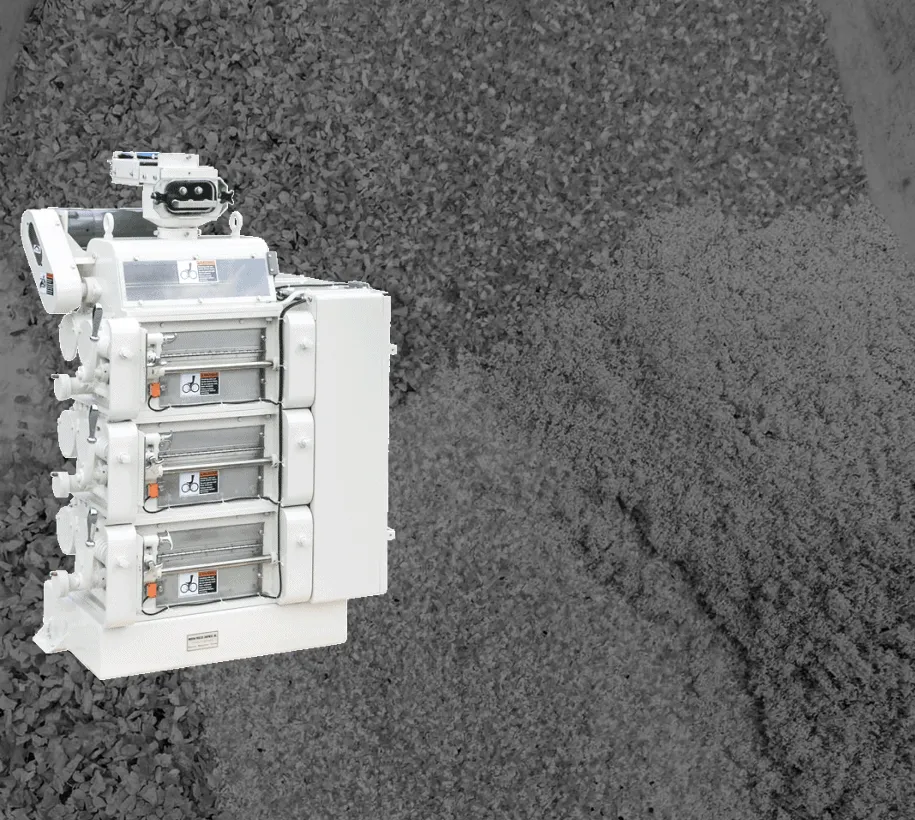
FOOD & CHEMICAL GRINDING EQUIPMENT
MPE’s precision particle size reduction equipment delivers higher yields and reduced fines unparalleled by any other grinding equipment manufacturer. Our Gran-U-Lizers™ achieve superior particle size reduction through corrugated roller mill technology.

CHAIN-VEY TUBULAR DRAG CONVEYOR
MPE’s Chain-Vey is the industry leading tube conveyor specifically designed for transporting food, chemical and other bulk powder products without product degradation or declassification.

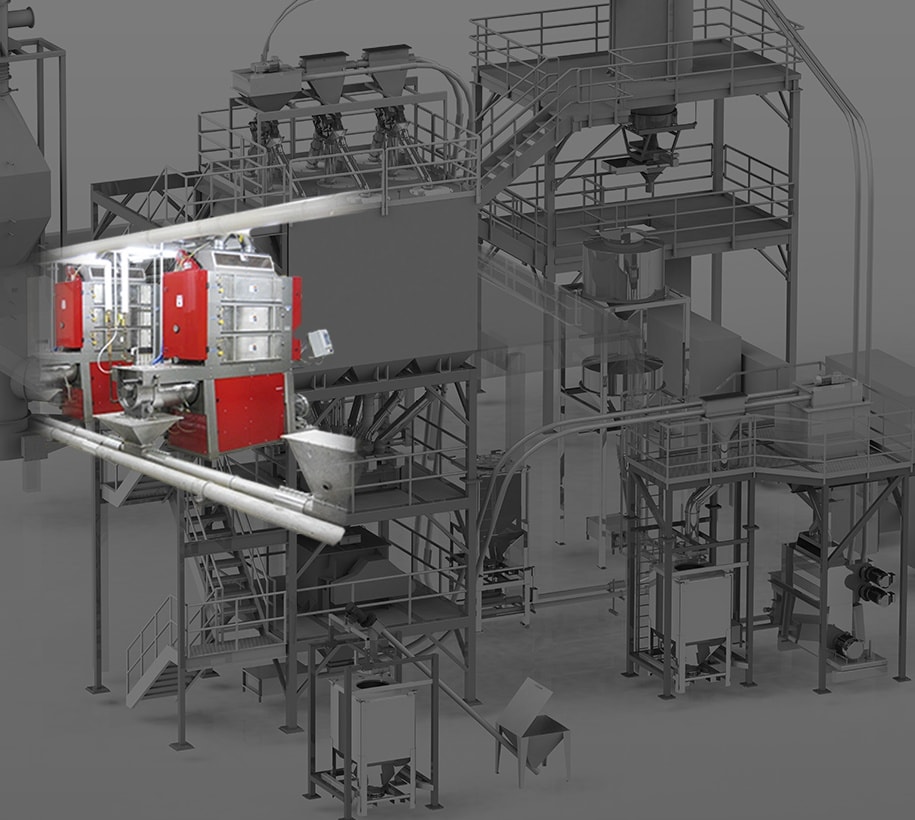
Process System Design & Integration
Innovative dry process solutions for particle size reduction, classification, storage, transport, mixing and turnkey automation.

News and Case Studies
At MPE, we’re proud of the innovations and results we’ve created for our customers. Our news and case studies section is a resource to learn more about our latest equipment offerings, updates, and articles.

About MPE
Founded in 1957 with worldwide headquarters in Chicago, USA, Modern Process Equipment Corporation, a family-owned business, has established a reputation for designing, manufacturing and offering unparalleled products and services.

“We love our MPE grinder. It is efficient. It is our workhorse. We want to produce the highest of quality products to our customers and MPE has helped us deliver on that promise.”
—John Swedish, Product Development, Death Wish Coffee Company
Some of Our Partners



